요 최근에 400급 3D 프린터 하나를 제작해서 납품? 여하튼 갖다 드렸다.
군 입대를 하기 전 20년도쯤 한창 모 커뮤니티에서 활동하다가 "3D 프린터 하나 만들어서 팔 건데 살 사람 있음?"의 느낌으로 정말 대충 싸지른 글에 어느 한분이 진지하게 연락 주신 걸로 연이 닿아서 정말로 최종적으로 제작 후 납품을 하게 되었다.
물론 20년도 내용을 왜 22년에 꺼내냐면 방금 말한 군 입대라는 이유로 2년을 통째로 날려먹었기 때문이다.
군 복무하면서 시간 날 때마다 틈틈이 싸지방에다가 CAD 설치해서 3D 프린터를 간간히 계속 설계했기 때문에 전역할 때 즈음에는 최신 기술들이랑 실제 부품들이랑 대조해보면서 약간 손 보는 정도로만 해결을 볼 수 있었지만 막상 또 전역하자마자 바로 제작에 들어갈 순 없어서 전역하고도 꽤 지난 후에 제작 완료를 하게 되었다.
참고로 이 프린터에 사용된 프레임들은 내가 첫 자작 프린터를 만들었을 때 사용된 3030프로파일이다.
첫 프린터 이후 새로 만든 프린터를 사용하게 되면서 오버홀의 목적으로 해체 후 언젠간 새로 만들어야지 하면서 아껴두던 프로파일이었는데 결과적으로는 내 손을 떠나게 되었다.
2호기 제작 내용 - 자작 얼티형 3D프린터 제작기.#1 CAD 설계
사실 이 프로파일 프레임 구조는 지금의 프린터로 만들기 전에 다른 형태의 디자인으로 쓰일 계획이었으나 군 입대 문제로 중단되었고 그리고 그로 인한 공백으로 짬짬이 R&D를 계속한 결과 구조적으로 많은 개선을 했다.
5호기 제작 내용 - [5호기]2호기의 오버홀 겸 해체 그리고 새로운 시작
서론이 많이 길었다.
이제부터 본격적으로 납품했던 400급 프린터를 제작 과정을 포스트 할까 해본다.
처음에 대충 이 프린터의 컨셉을 '풀 오토매틱, 갠트리 레벨링, 고속 출력' 이 정도로 생각했다.
하지만 처음에 적힌 풀 오토매틱에 대한 오토매틱, 자동화 부분은 어디까지가 자동이고 수동인가 애매해져서 사실 좀 흐지부지해진 부분도 있고 오토매틱 st. 같은 느낌으로 구현된 부분들도 있다.

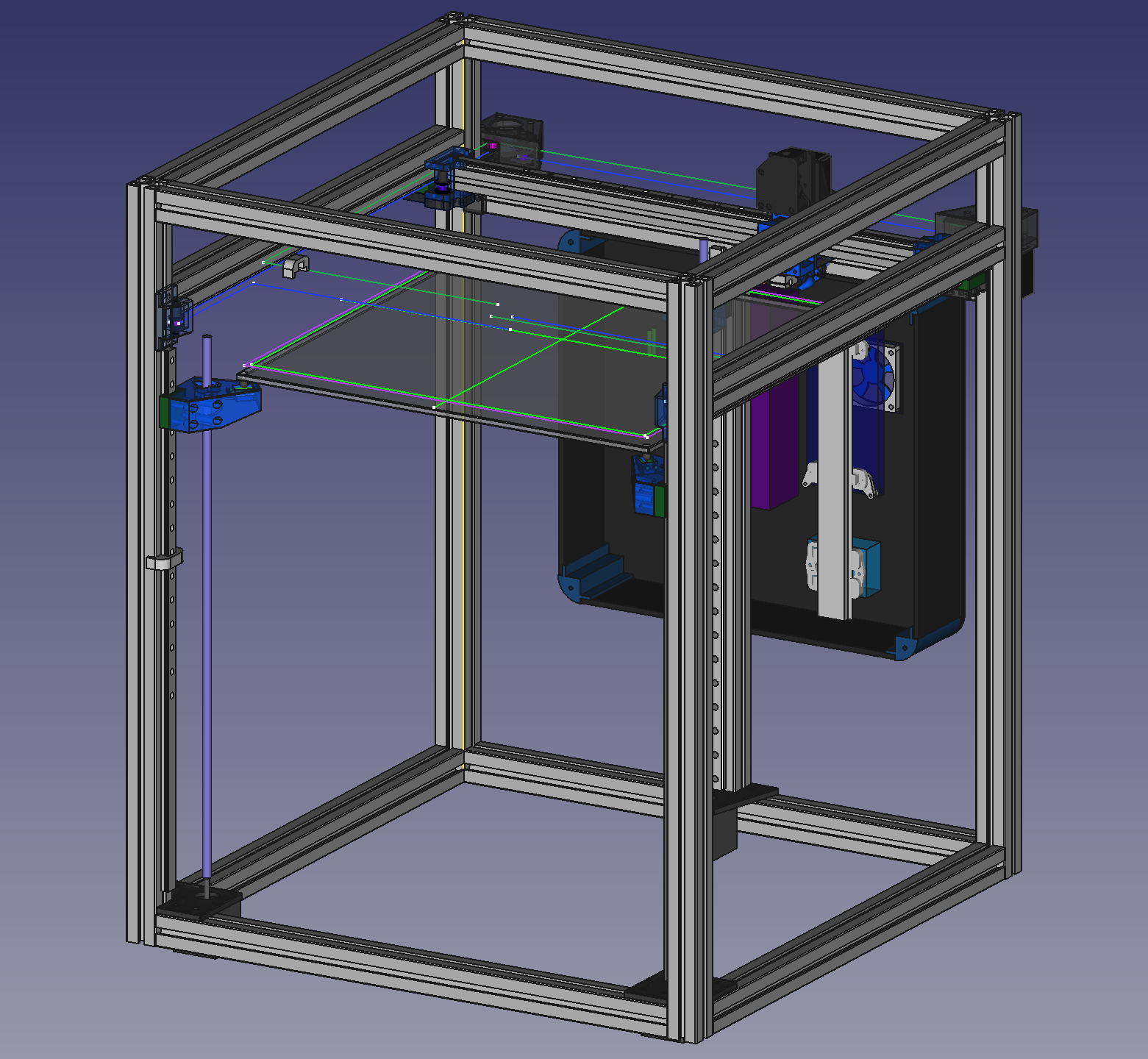

| CAD 데이터
이렇게 보면 2호기랑 5호기 CAD 데이터랑 뭔 차이가 있겠냐만 나름 군 복무하면서 싸지방에서 틈틈이 최신 커뮤니티 프린터 설계 등 리버스 해보면서 나름 고민해본 설계였다.




| 프로파일 가공
홈 메이드 프로파일 가공은 정말 할 짓이 못된다.
탁상 드릴이 있다면 또 모르겠지만 여하튼 전동 드릴로 열심히 홀 내고 탭 내고 이리저리 열심히 했다.
프로파일 가공하는데도 저렇게 칩이 많이 나올 줄은 상상도 못 했다. 덕분에 매번 청소기 돌리면서 작업했다.


| 프레임 가조립
프로파일 조립해보고 꽤나 큰 덩치에 나름 놀랐다.
그리고 이 덩치로 300급 프린터밖에 못 만든 과거의 나의 설계 실력에도 감탄하게 되었다.
참고로 LM레일은 X축은 MGN9 규격을 Y, Z 축에는 MGN12 규격을 사용했고
제조사는 우송샤인 으로 CoreXY 프린터로 꽤 인기 있는 사파이어 시리즈의 LM레일을 제조한 곳으로 알고 있다.
| 구동계 조립
X축과 Y축을 연결하는 부속을 2개의 파츠로 나눠서 X축을 먼저 조립 완료 후 Y축에 조립하는 형태로 설계했다.
요즘 나오는 커뮤니티 프린터의 설계들도 대부분 이런 느낌으로 설계되는 것 같더라.

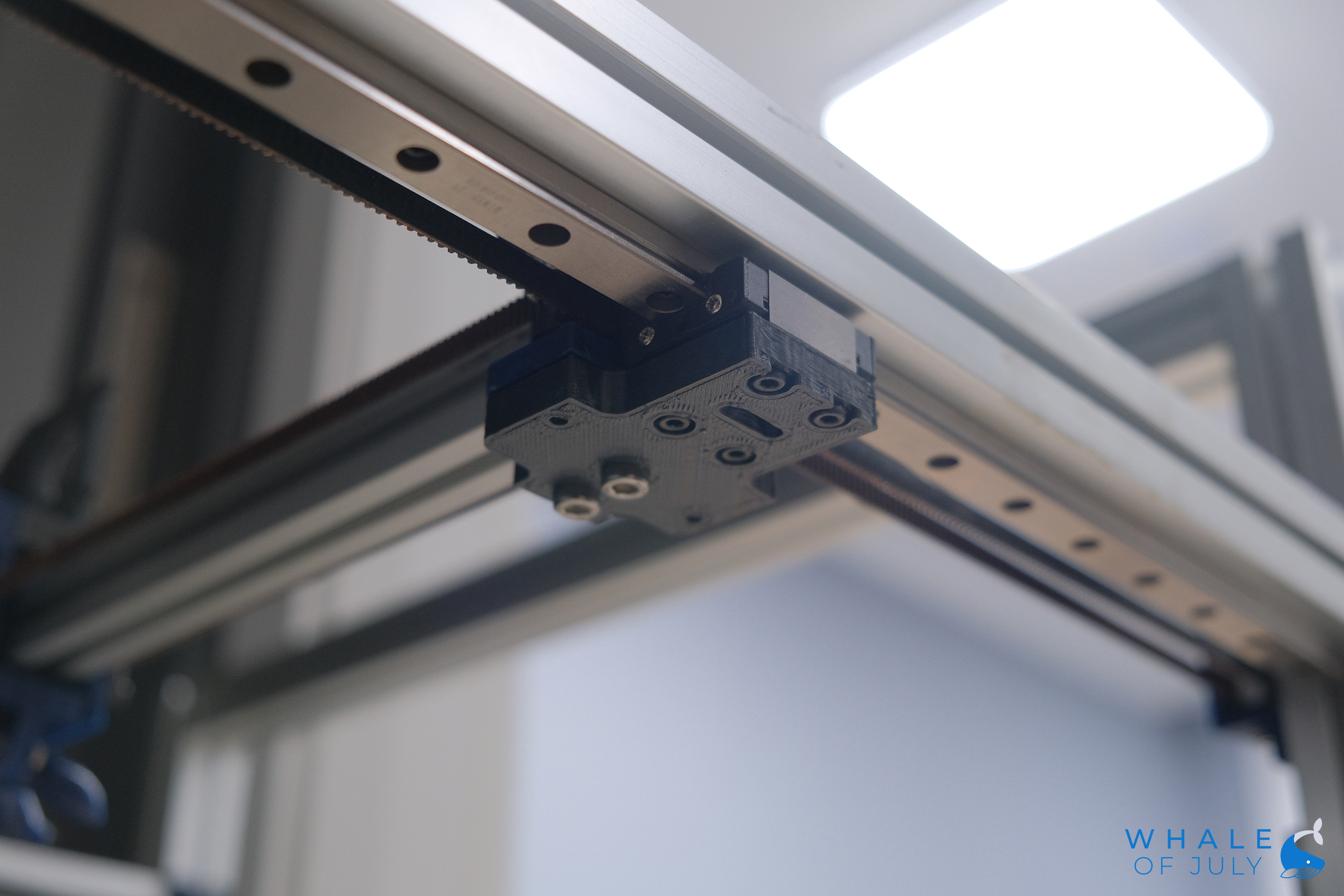
| CoreXY 브라켓
지금 내가 쓰는 프린터, 즉 이 프린터를 조립할 때 사용된 출력물들을 출력한 프린터에도 위와 동일한 CoreXY 시스템이 적용되어있다.
이것도 군 복무 당시에 설계한 건데 CoreXY 시스템에 범용적으로 쓸 수 있게 해 둔 구조다.


| 헤드셋
이 부분은 Rat Rig V-core 3에 적용된 EVA 모듈형 헤더 시스템을 거의 대부분 벤치마킹했다.
일부 몇 부분 설계가 이 프린터 설계 조건에 맞게 다수 수정되긴 했지만 기본적인 형상이랑 조립 구조는 해당 시스템을 꽤나 많이 참고했다.


| 익스트루더 가조립
20MM 스텝 모터에 BMG 카피품에 V6 히트싱크, 히트 블록 카피품을 사용해서 달았다.
거의 뭐 카피품만 사용했다.





| 히트 카트리지, 서미스터 조립
MX-5 써멀 구리스를 조립할 때 사용했는데 나중에 다른 시스템 적용한다고 잠시 분리하려고 보니깐 열 고착이 심하게 와서 개인적으로는 히트싱크 조립할 땐 고열용으로 나온 써멀 구리스 아니면 일반 PC등에 사용되는 써멀 구리스 사용은 비추천한다.





| 첫 난관이었던 3축 키네메틱 베드 시스템
애초에 이 시스템은 유튜브로만 많이 보고 내가 써본 적도 설계해본 적도 없어서 사실상 처음으로 설계, 제작을 다 한 건데 의외로 큰 난관은 없이 설계했다.
워낙에 잘 나온 시스템을 가진 프린터들이 많고 그걸 보면서 리버스 하면서 설계하 다 보니깐 큰 문제없이 진행되지 않았을까 싶다.
참고로 조인트 마운트 안에는 ND자석을 조인트가 닿는 부분은 황동봉 4mm를 박아 넣었다.



| 베드 조인트 부분
베드는 내가 5호기 제작할 때 사용하려고 산 AL6061 4T 판재이고 볼 마운트는 툴 체인저 프린터 만든다고 사둔 나사홀이 있는 강구이다.
국내 판매처는 없고 알리익스프레스에서 구매했었다. 최소 수량이 꽤 돼서 그냥 갖다 썼다.
바로 쓰기엔 높이가 낮아 단열재나 베드가 키네메틱 구조물에 닿을 것 같아서 스페이서 하나를 대고 접시 머리 나사로 조립했다.



| 실리콘 히터, 베드 서미스터, 써멀 퓨즈 부착
350*350 사이즈 실리콘 히터 원판을 하나 사다 붙여도 괜찮았지만 이전에 만들려고 했던 3D 프린터에 사용되지 못한 실리콘 러버 히터 2개를 그냥 붙였다.
400급 베드이다 보니깐 열손실이 꽤 될 거 같아서 깡 출력으로 밀어서 커버하기로 했다.
베드 서미스터를 저렇게 실리콘 히터 사이에 넣어뒀는데 다시 뜯어서 실리콘 히터 윗부분으로 옮겼다.
실제 가열 시 알루미늄 원단이 충분히 열을 받기 전에 이미 실리콘 히터로부터 바로 열을 받다 보니깐 실제 온도와 편차가 꽤 많이 나서 조정했다.
써멀 퓨즈는 항상 AC 시스템을 사용할 때 안전을 위해 장착하는데 120도에서 차단되는 퓨즈를 사용했다.


| 베드 접지
내가 지금 쓰는 프린터도 실리콘 히터를 쓰는 AC 시스템인데 베드 접지를 안 넣어뒀더니 가열 시 만지면 전기가 흐르는 느낌이 들어 꽤나 불쾌해서 접지를 넣었다. 사실 접지는 안전을 위해서라도 무조건 넣는 게 맞다.

| 단열재 부착
이 단열재가 꽤나 가열 속도에 영향을 꽤 많이 준다. 만약 가열 속도가 느리다면 단열재를 부착해보길 바란다.


| 키네메틱 조인트와 맞물린 모습
스페이스를 하나 넣길 잘한 것 같다. 공간이 확보되니 꽤나 안정감이 있다.


| 슬리브
사실 난 정비 편의성 때문에 슬리브를 잘 안 쓰는데 그래도 어차피 잘 손도 안대는 곳인데 때깔이라도 고운 게 낫지 싶어서 슬리브를 씌워뒀다. 전선 낭창 거리는 거보다는야..

| 커넥터 단자 작업
사진상에는 SM커넥터이긴 한데 히트 카트리지에는 JST커넥터를 그 외에는 SM이나 하네스 커넥터 등을 사용했다.





| AC 전자부 와이어링


| 전자부 조립
전자부 하우징 조립하는 과정이 빠졌는데 별건 없고 포맥스랑 출력물 코너 브래킷이랑 조립한 다음 프린터 백패널에 조립했다.

| 인클로저 패널 브라켓

| 인클로저 조립


| 상단 인클로저
상단과 측면에 사용된 패널 재질은 단프라 박스에 사용되는 플라베니아라는 재질이다.
원래라면 포맥스로 인클로저를 구성하려고 했는데 포맥스 단가가 워낙 높아져서 저렴한 플라베니아 원판을 사다가 재단해서 조립했다.
상단 인클로저는 목표 단가에 들어오게 하기 위해서 프로파일을 안 쓰고 조립물과 플라베니아 패널로만 조립되는 형식으로 했다. 플라베니아가 다 좋은데 꽤 낭창거리기 때문에 이게 문제였다.

| 전자부 쿨링팬
MCU와 스텝 드라이버가 있는 부분에 60MM 쿨링팬 홀을 뚫어서 쿨링팬을 달았다.
따로 토출구가 없어도 뭐 전자부에는 공차가 널널히 있어서 공기가 빠져나갈 부분은 많아서 큰 문제는 없을 것 같다.
쿨링팬도 상시 팬이 아니라 MCU 온도가 41도를 넘겨야 동작되는 온도 제어 기반 팬이다.
참고로 전자부 커버는 자석으로 쉽게 탈부착이 되도록 했다.
펌웨어 세팅은 생략.


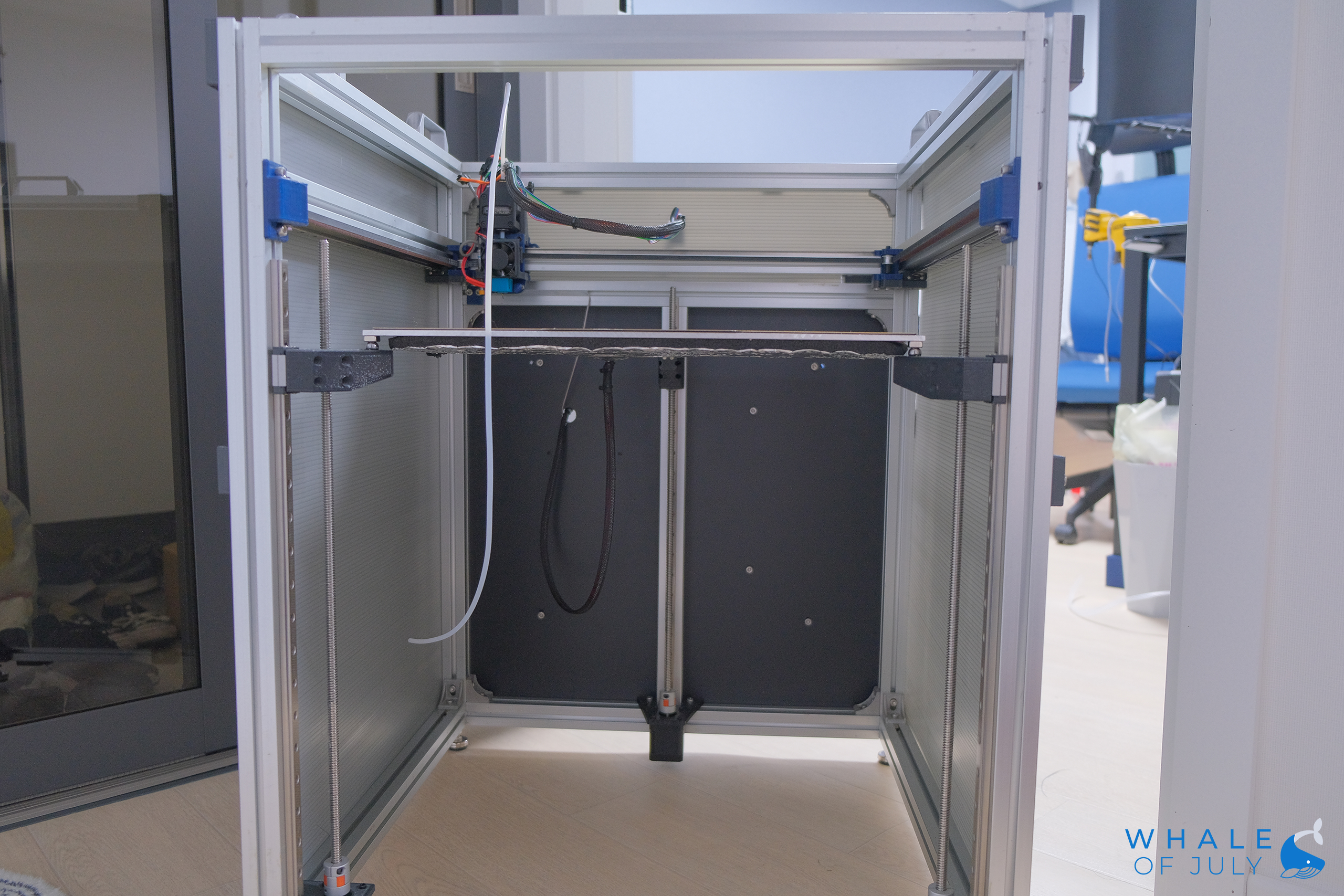
| 완성된 프린터 모습
300급만 만들다가 400급을 보니 참 웅장하기 그지없다. 총 크기 750*700*1000 정말 큰 크기의 프린터가 나왔다.
프린터 보빈을 1KG짜리를 걸 수 있는 걸 설치했는데 3KG짜리를 걸 수 있는 걸 달아둬야 했지 않았을까 싶다.


| 테스트 출력 중
출력 파일은 보론 큐브

| 출력물 테스트
큐라 / 0.6 노즐 규경 / PETG / 240도 / 속도 90mm/s
외벽을 하나만 줬더니 인필 패턴이 보여서 중단했다.


| 출력물 테스트 2
큐라 / 0.6 노즐 규경 / PETG / 240도 / 속도 120mm/s
외벽 2개에 외벽 출력 우선으로 설정 변경 후 테스트.


| 고속 출력 테스트 3
큐라 / 0.6 노즐 규경 / PLA / 230도 / 속도 140mm/s
이 프린터의 목표인 고속 출력을 테스트해보았다. 무난히 잘 나와서 더 올려보기로 했다.
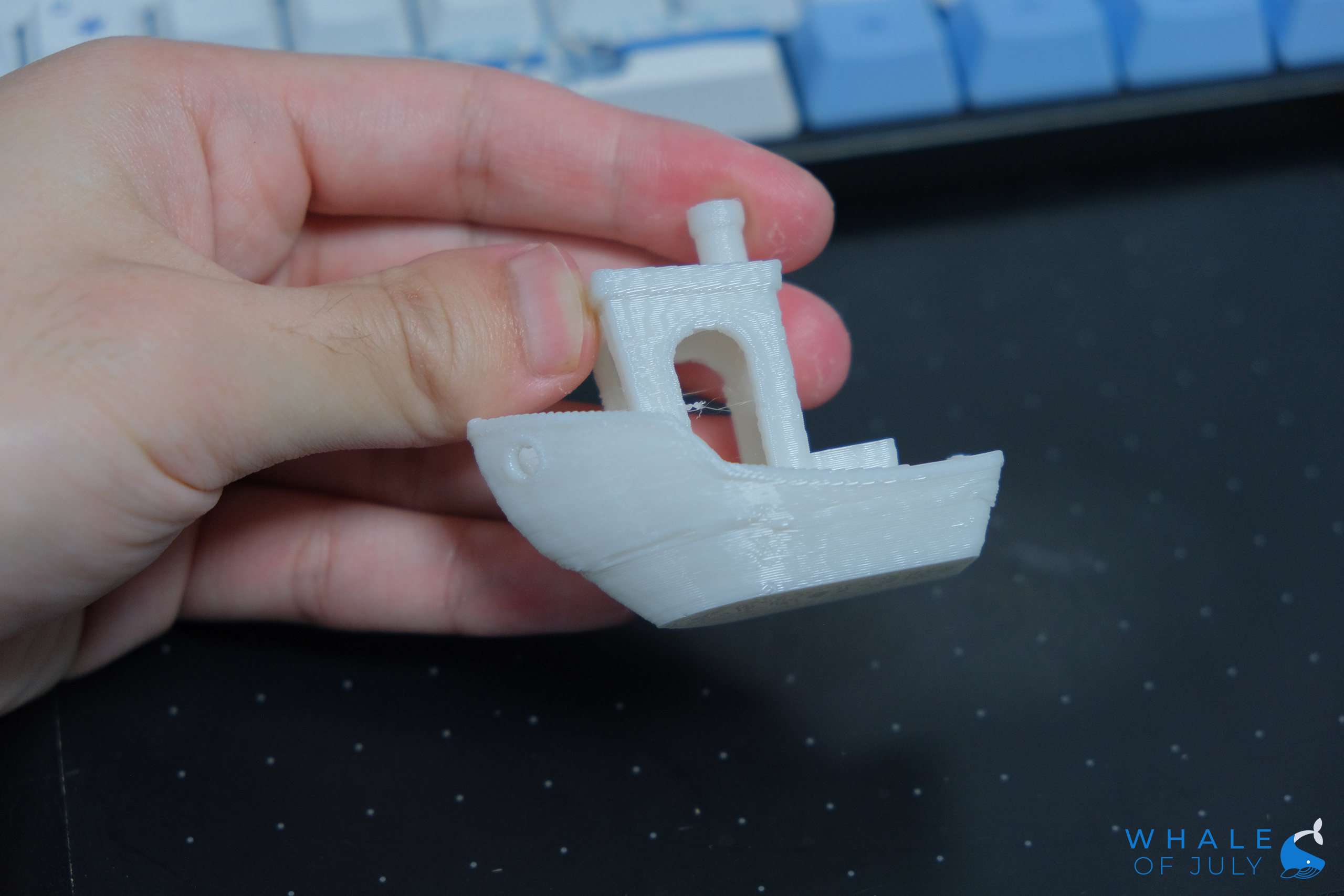

| 고속 출력 테스트 4
큐라 / 0.6 노즐 규경 / PLA / 270도 / 속도 200mm/s
펌웨어 설정을 변경해서 최고속도, 가속도, 저크 등을 수정해서 실제 출력 속도가 200mm/s 이상 나오도록 세팅했다.
냉각이 부족해져 오버행이 무너지는 모습이 보이지만 대충 세팅한 것치곤 나쁘지 않게 나왔다.
일반 V6 히트싱크와 히트 블록으로 이 정도까지 출력이 가능한가? 에 대한 의문을 가진 사람이라면 그게 당연하다.
일반 V6 시리즈로는 200mm/s가 불가능하기 때문이다. 해당 벤치는 본텍에서 나온 CHT노즐 카피품을 이용해서 테스트를 했기 때문에 실제 가능한 플로우 양보다 더 많은 압출이 가능해진 것이다. 물론 온도를 무식하게 올려서 압출 한계를 높인 것도 한 몫하겠지만.
실제 납품할 때는 펌웨어 설정을 변경해서 대충 110mm/s가 최대 출력 속도로 나오게 제한해두었다.
하지만 사용자분한테는 큰 거 출력할 땐 최대한 안정적으로 보수적으로 세팅하길 권장한다고 90mm/s 정도로 된 큐라 프로파일 세팅값을 제공해드리고 왔다.
프린터 처음 제작할 때만 해도 "얘를 언제 다 조립한다냐..." 생각했지만 몇 달에 거쳐서 결국 완성했고 잘 동작했고 잘 갖다 드렸다.
사실 포스트에 적지 않은 크고 작은 많은 사건사고들이 있었지만 가독성을 위해 전부 제거했다.
프린터 비용으로 총 90만 원을 받았는데 부품비(BMO) 합산으로 83만 원이 나왔다.
택배비나 기름값 등은 예산에서 제외했으니 거의 공임이 없이 만들어진 꼴이다. 기존에 남아있던 부품들을 쓰지 않았다면 정말로 예산 초과가 나지 않았을까 싶다.
이 프린터 개발, 설계, 조립하면서 RRF 펌웨어나 키네메틱 시스템 등에 대해서 꽤나 많이 공부하게 되어서 나쁘지 않은 경험이라고 생각하련다.
여튼, 군 입대 전에 연락하곤 전역할 때까지 기다리고 프린터 완성될 때 또 기다려준 요청자분께 정말 감사한다.
'Hobby > 3D printer' 카테고리의 다른 글
| [5호기]2호기의 오버홀 겸 해체 그리고 새로운 시작 (0) | 2020.05.04 |
|---|---|
| [4호기]자작 툴체인징 3D프린터 진행 스케치 (0) | 2020.05.04 |
| 자작 얼티형 3D 프린터 - 익스트루더 교체 (0) | 2019.10.07 |
| 자작 얼티형 3D 프린터 - 레벨링 센서 교체 (0) | 2019.10.07 |
| 자작 얼티형 3D프린터 제작기.#9 콜드엔드 교체 (0) | 2019.07.29 |